|
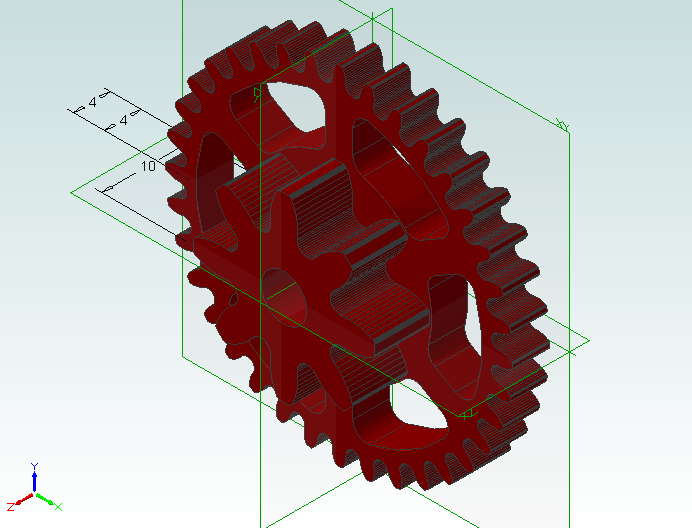
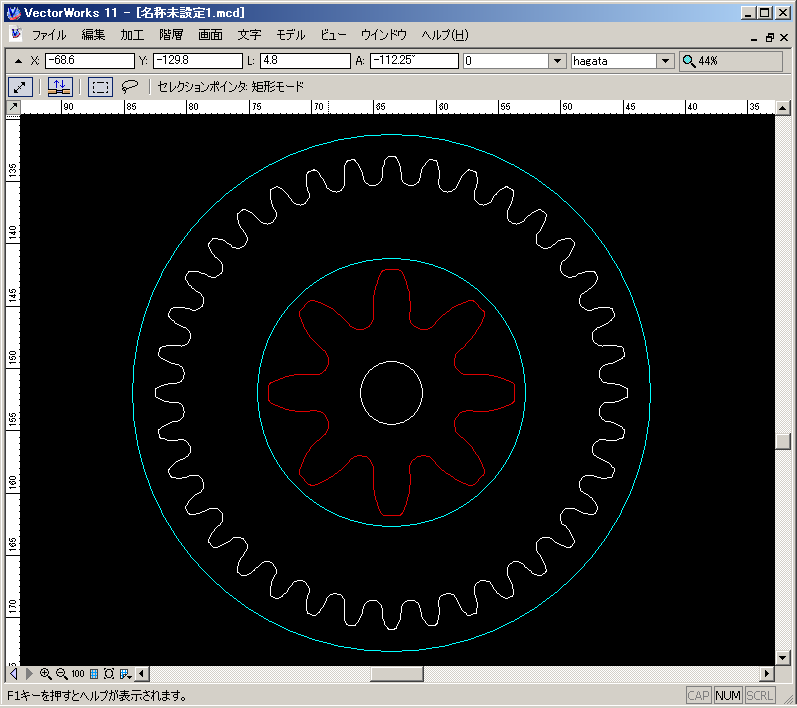
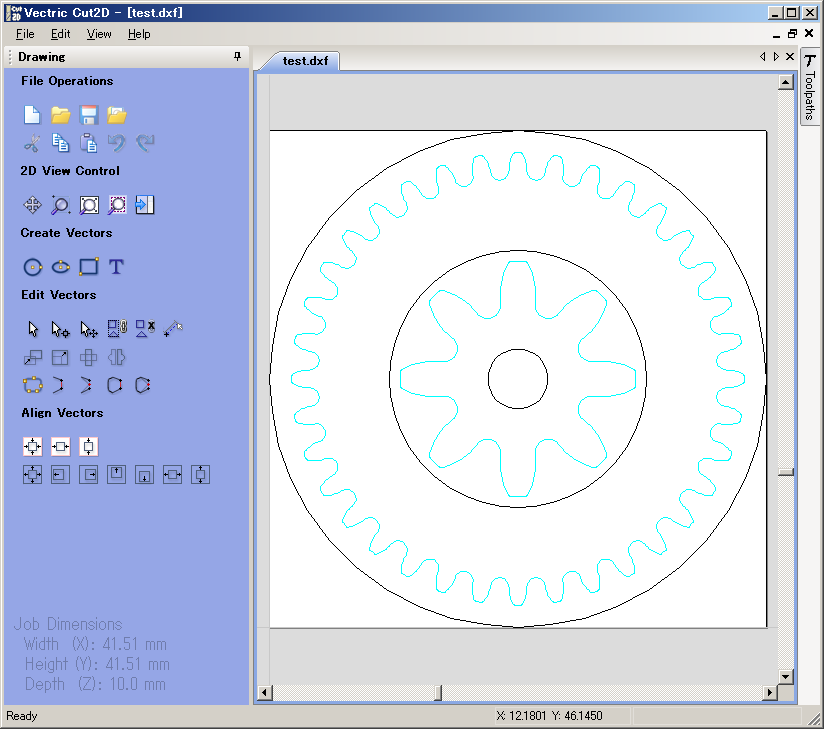
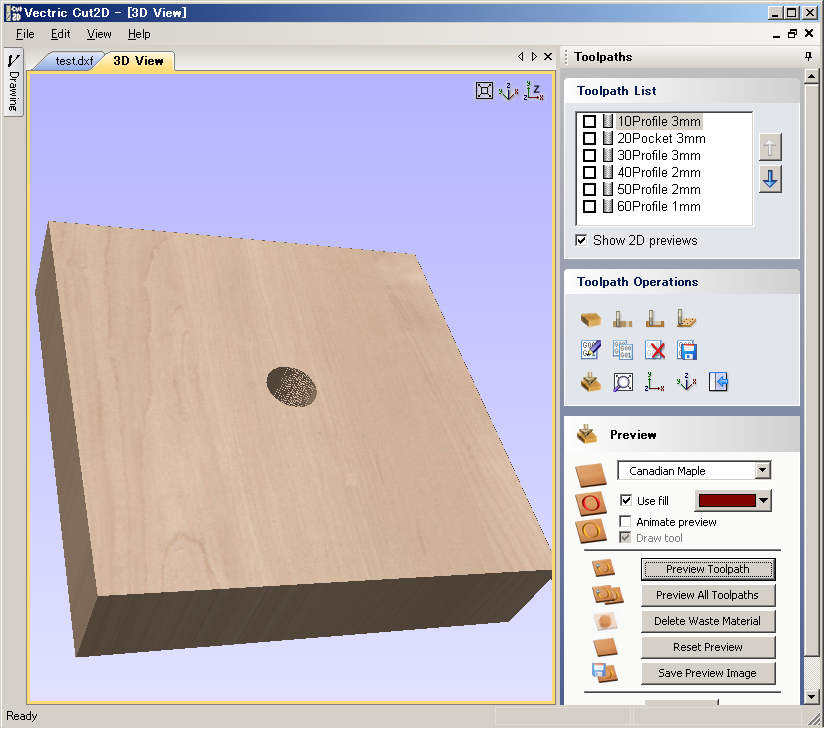
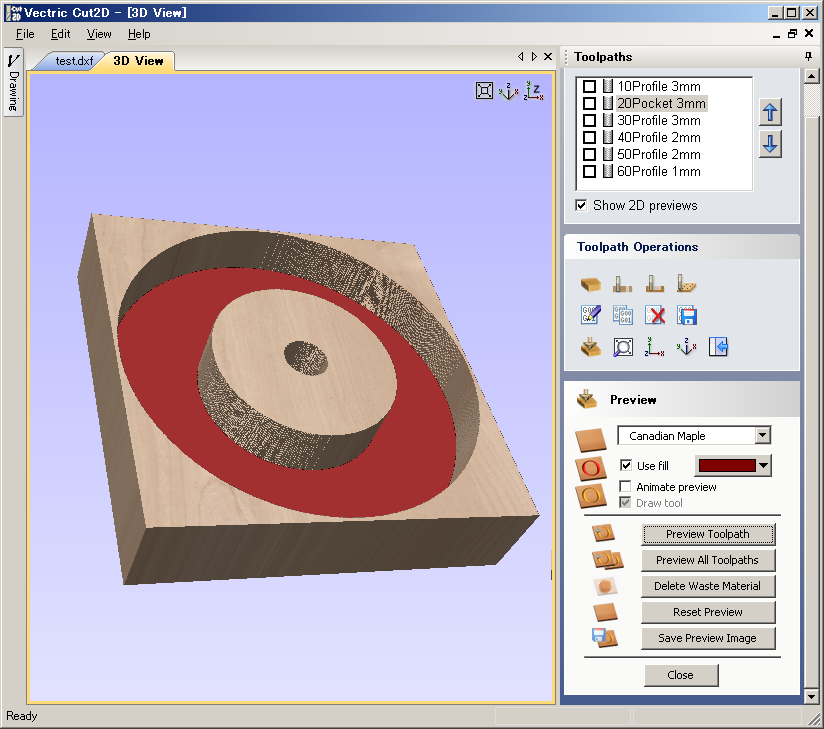
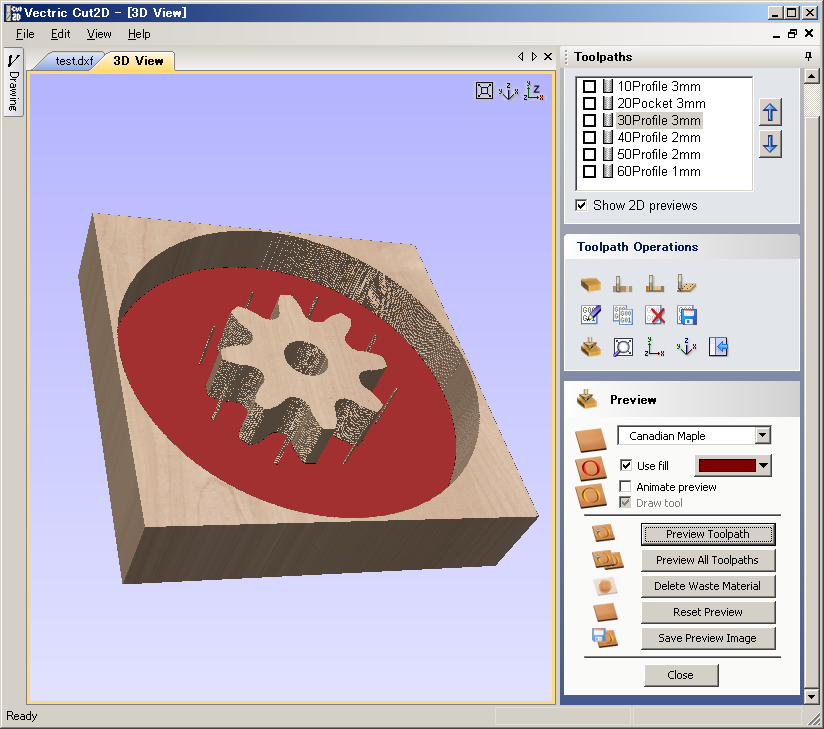
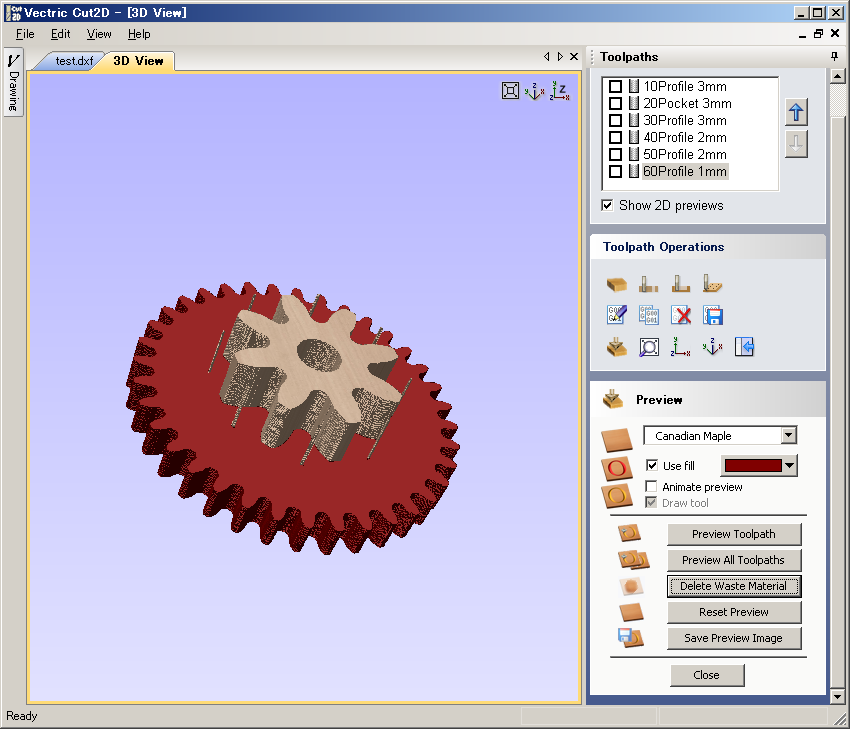
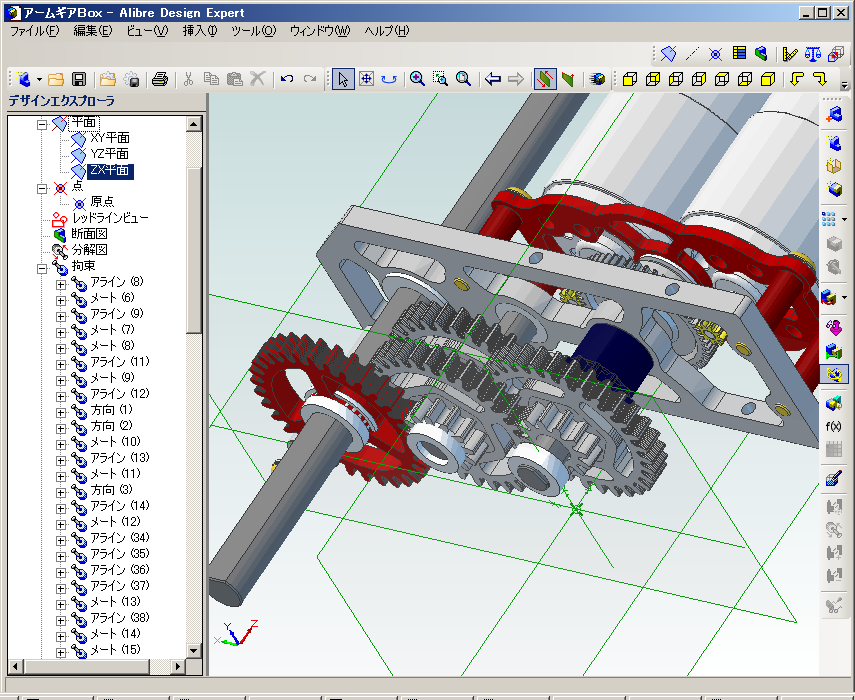
そうだ。歯車作ろう。 cncフライスを使えば割と簡単に自作歯車が製作できます。 自作歯車を使うことでロボットの設計に最適な歯車を使用することができるようになります。 このことは構造の簡略化、部品点数の削減、スペースの省略、追加工の省略、コスト削減etcetc… ととても魅力満載な事ばかりです。 デメリットは壊れたら作り直さなければならない、市販品で代用できない、製作がメドイ、材質がジュラルミン程度。 市販品と自作品で有用性の高い方を選択して設計する必要があります。 とりあえずPOM製多段ギアの設計から切削までをだらだら書いてみます。 |
|